




मुख्य कार्य
1. बिलेट का नेतृत्व करें: निरंतर कास्टिंग प्रक्रिया के दौरान, पिघला हुआ स्टील तांबे के सांचे में डाला जाता है, और तांबे के सांचे के कंपन और ठंडा होने के साथ, स्टील धीरे-धीरे एक बिलेट में जम जाता है। डमी बार हेड तांबे के सांचे के नीचे स्थित होता है, और यह उस बिलेट को आगे बढ़ाने और सहारा देने के लिए जिम्मेदार होता है जो शुरू में जम गया है, और यह सुनिश्चित करता है कि यह बिना किसी समस्या के द्वितीयक शीतलन क्षेत्र में प्रवेश करता है।
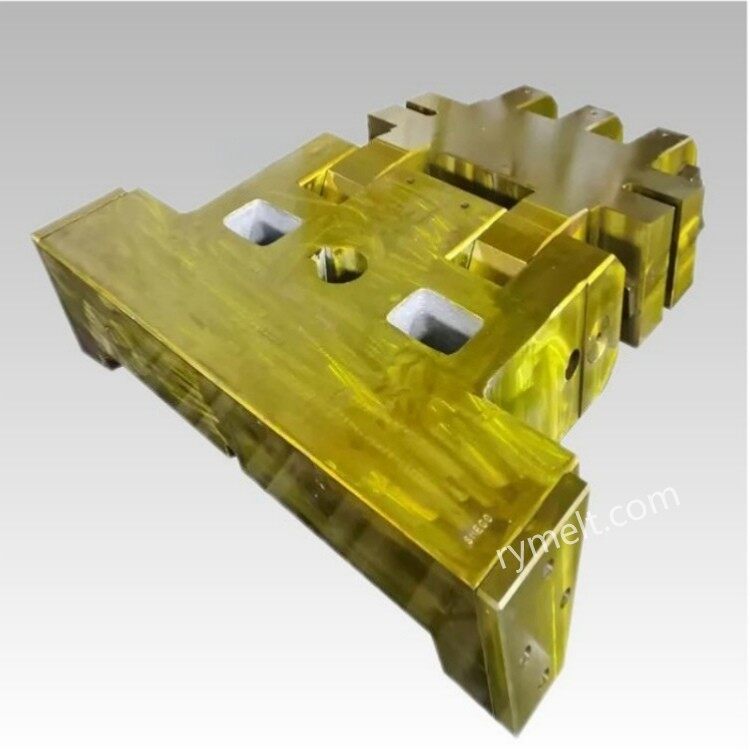
2. बिलेट आकार का नियंत्रण: डमी बार हेड के डिज़ाइन और आकार का बिलेट के आकार और गुणवत्ता पर सीधा प्रभाव पड़ता है। डमी बार हेड का उचित डिज़ाइन बिलेट की शीतलन दर और आकार को नियंत्रित करने में मदद कर सकता है, जिससे बिलेट की गुणवत्ता और उपज में सुधार होता है।
संचालन का सिद्धांत
डमी बार हेड का कार्य सिद्धांत निरंतर कास्टिंग मशीन के समग्र वर्कफ़्लो से निकटता से संबंधित है। निरंतर कास्टिंग प्रक्रिया के दौरान, पिघले हुए स्टील को पहले तांबे के सांचे में डाला जाता है, और जैसे ही तांबे का सांचा कंपन करता है, स्टील जमना शुरू हो जाता है। इस बिंदु पर, डमी बार हेड तांबे के सांचे के नीचे स्थित होता है और प्रारंभिक रूप से ठोस बिलेट से निकटता से जुड़ा होता है। जैसे-जैसे बिलेट बढ़ता है, डमी बार हेड बिलेट को सेकेंडरी कूलिंग ज़ोन के माध्यम से नीचे खींचता है और अंत में कटिंग ज़ोन में ले जाता है। पूरी प्रक्रिया के दौरान, डमी बार हेड न केवल बिलेट की नीचे की ओर गति के लिए कर्षण प्रदान करता है, बल्कि अपने विशेष डिजाइन के माध्यम से बिलेट के आकार और शीतलन दर को नियंत्रित करने में भी मदद करता है।
संदर्भ पैरामीटर
1. संरचनात्मक पैरामीटर
| पैरामीटर | विशिष्ट श्रेणी/विवरण | पर कार्रवाई |
| सिर का आकार | स्वैलोटेल, आयताकार, शंकु (विभिन्न क्रिस्टलीकरण नीचे के आकार के लिए अनुकूलित) | स्टील के रिसाव को रोकने के लिए क्रिस्टलीकरण सील सुनिश्चित करें |
| अनुभागीय आयाम | -बिलेट/आयताकार बिलेट: 200200मिमी ~ 600600मिमी | प्रारंभिक ठोसकरण एकरूपता सुनिश्चित करने के लिए कास्टिंग अनुभाग का मिलान करें |
| -स्लैब: चौड़ाई 1000~2500मिमी, मोटाई 150~400मिमी | ||
| लंबाई | 300~800मिमी (क्रिस्टलीकरण लंबाई और ड्राइंग गति से संबंधित) | शेल निर्माण को स्थिर करने के लिए पर्याप्त गाइड दूरी प्रदान करें |
| स्वर कोण | 1 डिग्री ~ 3 डिग्री (आमतौर पर इस्तेमाल किया जाता है) | कास्टिंग बिलेट से अलग करना और आसंजन को कम करना आसान है |
| ग्रेफाइट इनले ब्लॉक का आकार | मोटाई 20 ~ 50 मिमी है, और चौड़ाई सिर की चौड़ाई का 60% ~ 80% है | आसंजन को रोकने के लिए उच्च तापमान कास्टिंग के साथ घर्षण गुणांक को कम करें |
2. चयन पैरामीटर
| कास्ट बिलेट का प्रकार | अनुशंसित हेड पैरामीटर |
| छोटा खंड वर्गाकार रिक्त | हेड का आकार 200200 मिमी, सामग्री 42 CrMo + Al ₂ O ₃ कोटिंग, ठंडा जल प्रवाह दर 5m³ / h |
| बड़ा खंड स्लैब | हेड की चौड़ाई 2000 मिमी, सामग्री एच 13 + डब्ल्यूसी कोटिंग, कूलिंग वॉटर मैट्रिक्स चैनल डिज़ाइन, 15m³ / h का जल प्रवाह |
3. रखरखाव पैरामीटर
| पैरामीटर | रखरखाव मानक |
| ग्रेफाइट ब्लॉक घिसाव | मोटाई के लिए प्रतिस्थापन<10mm (50~200 times) |
| कोटिंग छीलने वाला क्षेत्र | >10% सतह क्षेत्र |
| बोल्ट दिखावा क्षीणन | Monthly testing with torque wrench, attenuation>15% को पुनः कसने की आवश्यकता है |
| शीतलक जल चैनल स्केलिंग | Annual pickling and scaling (treated immediately when flow rate drops> 20%) |
हमारी कंपनी के पास ग्राहकों की व्यक्तिगत आवश्यकताओं, उत्पादन और प्रसंस्करण के अनुसार, पेशेवर तकनीकी कर्मियों के साथ डमी बार हेड्स के उत्पादन और विपणन में कई वर्षों का अनुभव है। उपरोक्त पैरामीटर डेटा का उपयोग संदर्भ के लिए किया जा सकता है, यदि आपकी विशिष्ट आवश्यकताएं हैं, तो कृपया बेझिझक हमसे संपर्क करें।





